Behauptung:
Das Verfahren ist schnell. Die Gravur einer SMD-Leiterplatte, ca. 83 x 57 mm, dauert ca. 45 Minuten.
Richtig ist:
Die Fräszeit für die Isolationskanäle beträgt selbst auf einer schnellen Maschine mit HF-Spindel (60 000 1 / min.) ca. 20 min. je Seite einer Europakarte. Geräte mit langsamer DC-Spindel sind entsprechend noch langsamer. Um auch das Restkupfer zu entfernen, kommen nochmal ca. 3 Minuten pro cm² hinzu. Das Belichten, Entwickeln und Ätzen der schon gebohrten Platine dauert hingegen zusammen etwa 5 Minuten, und zwar unabhängig von der Größe der Platte.
Behauptung:
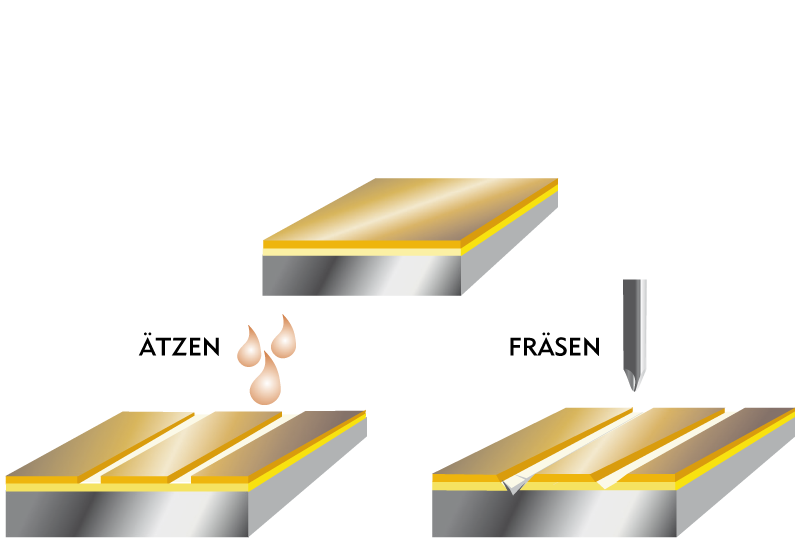
Isolationsfräsen ist umweltfreundlich, da das chemische Ätzen entfällt.
Richtig ist:
Diese Aussage unterstellt, dass Ätzen umweltschädlich ist. Die Entsorgung von verbrauchtem Ätzmittel ist aber gesetzlich klar geregelt und einfach durchführbar. Mit modernen Laborätzmaschinen, die den Namen Maschine auch verdienen, steht auch die Sauberkeit der Arbeitsplatzes außer Frage. Zu dem beim Isolationsfräsen entstehenden kupfer- und glasfaserhaltigen Staub gibt es hingegen keine Entsorgungsregeln. Aufgrund widersprüchlicher Aussagen ist eine Gesundheitsgefährdung durch die Glaspartikel nicht auszuschließen.
Behauptung:
Einen Film anfertigen zu lassen, kostet Zeit und Geld.
Richtig ist:
Es ist einfach und preiswert, Filme in guter Qualität, z. B. mit Laserdruckern, selbst herzustellen. Andererseits benötigt auch die Vorbereitung der Gerberdaten und das Berechnen der Isolationen Zeit und verursacht so Rüst- statt Satzkosten.
Behauptung:
Das Verfahren ist genau. Es können mindestens zwei Leiterbahnen durch 1/10" IC-Raster geführt werden.
Richtig ist:
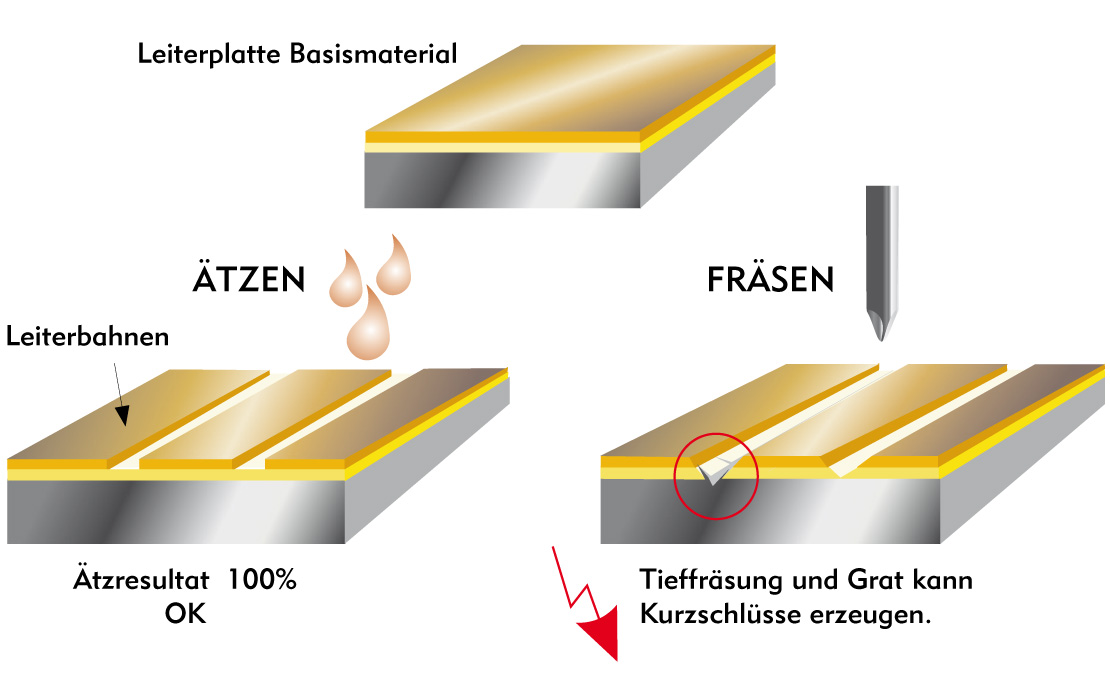
Bei 0.2 mm Kanalbreite und 0.8 mm Bohrung verbleiben in diesem Beispiel 0.22 mm Leiterbahnbreite. Demgegenüber erreicht man selbst mit einfachen Labor-Sprühätzmaschinen problemlos Bahnen und Abstände von etwa 75 µm. Dieser Unterschied kann bei SMD-Technik entscheidend sein!
Die Herstellung von Isolationskanälen unter 0.2 mm scheitert daran, dass kein bekannter V-förmiger Gravurstichel bei solch geringen Breiten noch sauber schneidet - auch nicht bei 60 000 1/min. Ursache ist die mit dem Wirkdurchmesser des Fräsers abnehmende Schnittgeschwindigkeit am Umfang.
Erwähnenswert ist auch, dass V-förmige Fräser mit 60° oder 90° Spitzenwinkel am Grund einen schmalen Isolationskanal vortäuschen und dabei den Leiterbahnen einen trapezförmigen und somit erheblich reduzierten Querschnitt verleihen.
Behauptung:
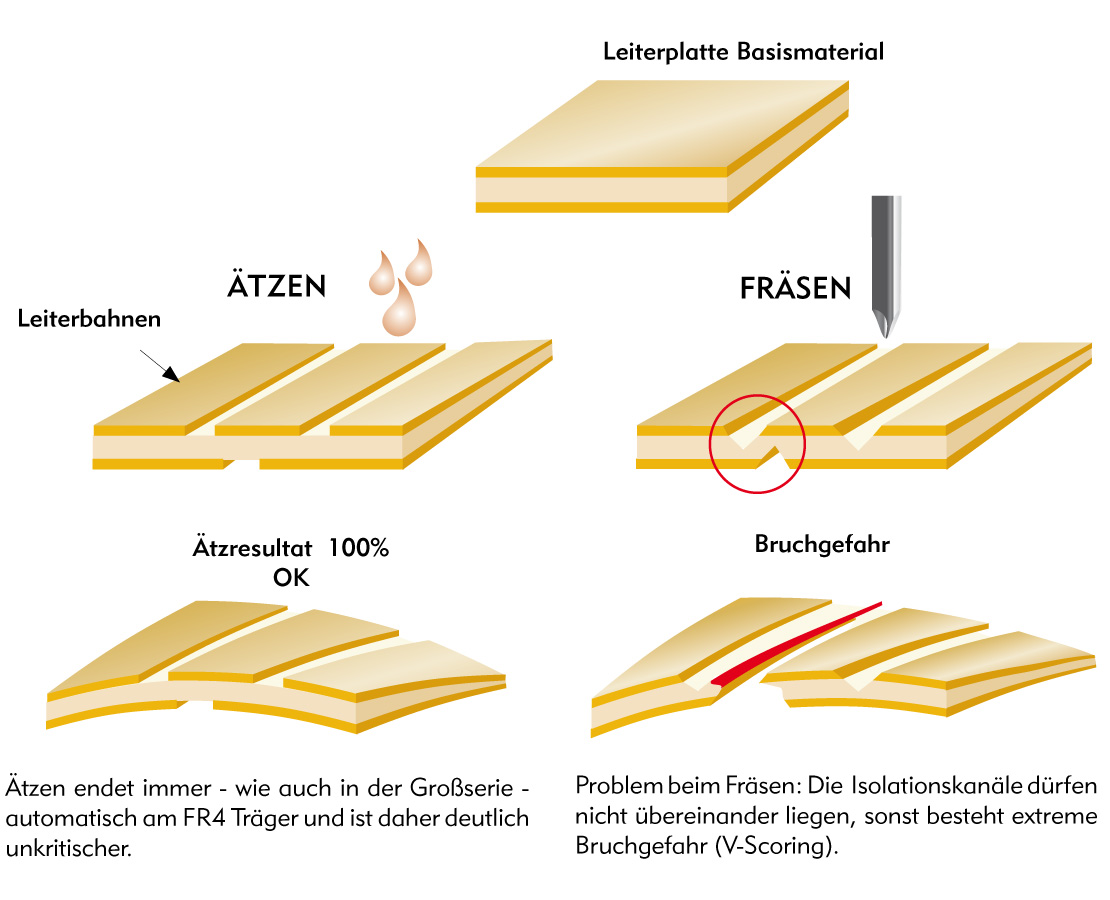
Das mechanisch hergestellte Labormuster entspricht in der Beschaffenheit dem endgültigen Serienprodukt.
Richtig ist:
Das Gegenteil ist wahr. Eine isolationsgefräste Platine entspricht in ihrem elektrischen und Hochfrequenzverhalten eben nicht einer geätzten. Darüber hinaus ergeben sich Schwierigkeiten bei der Fehlersuche (Kupferreste in Isolationskanälen) und der Lötbarkeit (Brückenbildung).
Behauptung:
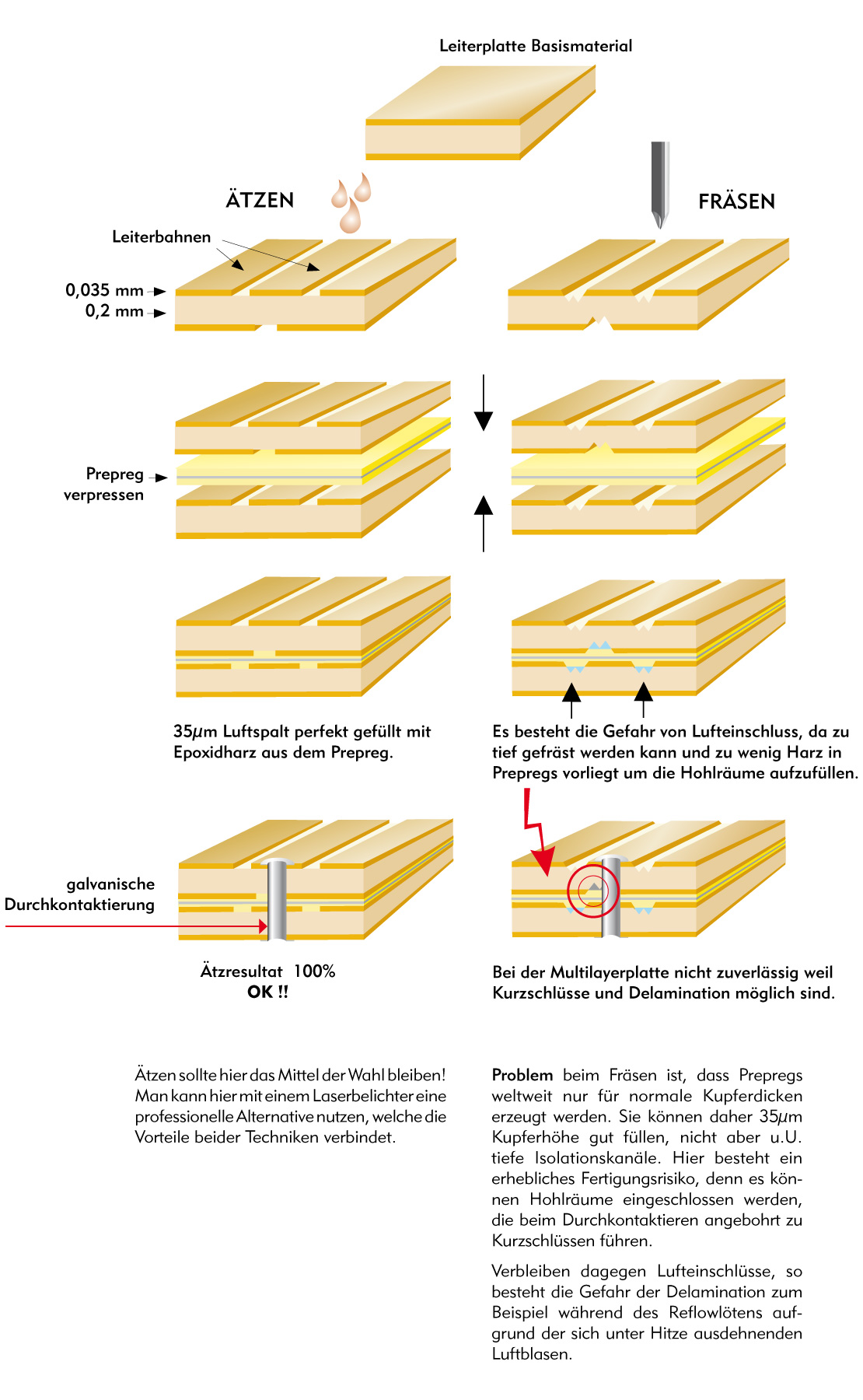
Mit einem integrierten Dispenser kann durchkontaktiert werden.
Richtig ist:
Die Idee, eine leitfähige Paste als Durchkontaktierung zu verwenden, ist nicht neu. Solche Pasten oder Lacke existieren mit und ohne Silberfüllung. In dem einen Fall ist die Leitfähigkeit unzureichend, im zweiten Fall ist ein normales Löten nachweislich unmöglich. (Vgl. Galvanotechnik 11/95, Leuze Verlag, S. 3773 ff.) Das Verfahren muss sich also auf Vias beschränken. Natürlich kann auch unsere Anlage problemlos und schnell (300 Hübe / min.) z.B. Lotpaste dosieren. Vom Durchkontaktieren nach diesem Verfahren raten wir jedoch ab.
Behauptung:
Isolationsfräsen ist wirtschaftlich.
Richtig ist:
Ein Gravurstichel hat eine Standzeit von ca. 25 m Fräsweg. Das entspricht etwa einer dicht belegten Europakarte. Je nach Anbieter entstehen für den Fräser also Kosten zwischen 8 und 14 € pro Europakarte.
Die Fräsdauer beträgt etwa 20 Minuten je Plattenseite. In dieser Zeit ist der Arbeitsplatz blockiert. Zusammen mit der Zeit für die Datenvorbereitung summiert sich der Zeitbedarf auf etwa 2 (Ingenieur-) Stunden für eine Europakarte.
Dem stehen Kosten für Film, Ätzmittel und Entsorgung von weniger als 1 € und ein Gesamtzeitbedarf von etwa 10 (Helfer-) Minuten für Filmmontage, Belichten, Entwickeln und Ätzen gegenüber.
 DE
DE  EN
EN  ES
ES  FR
FR